 2025-02-26
2025-02-26 原料准备:选择适合的铝合金坯料,通常为圆柱形或矩形截面的铸锭。坯料的化学成分和物理性能直接影响最终产品的质量。
加热:将坯料加热至挤压温度,通常在400°C至500°C之间。加热的目的是使铝合金材料软化,便于挤压成型。
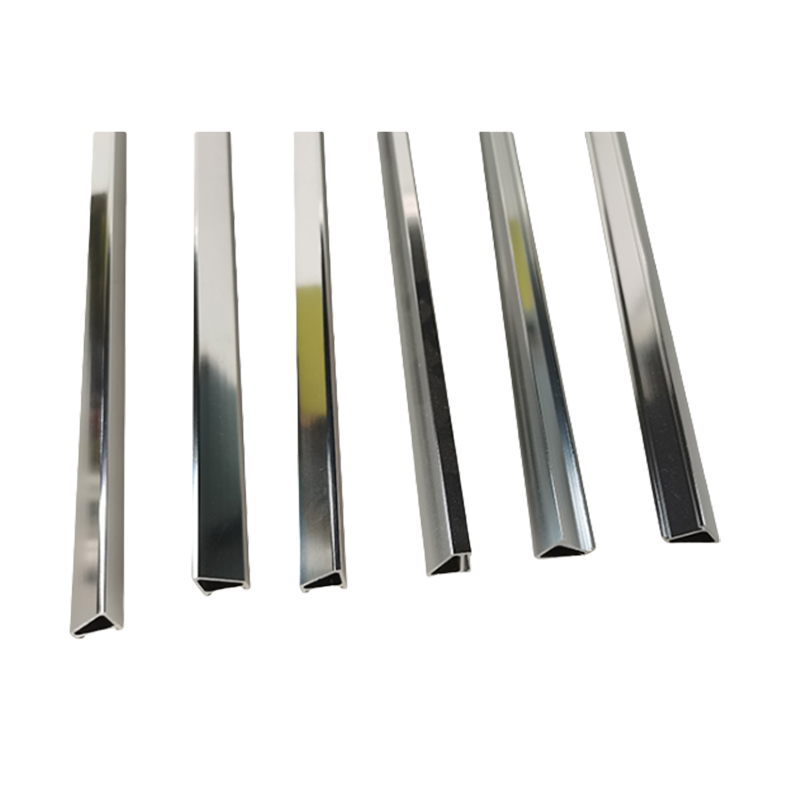
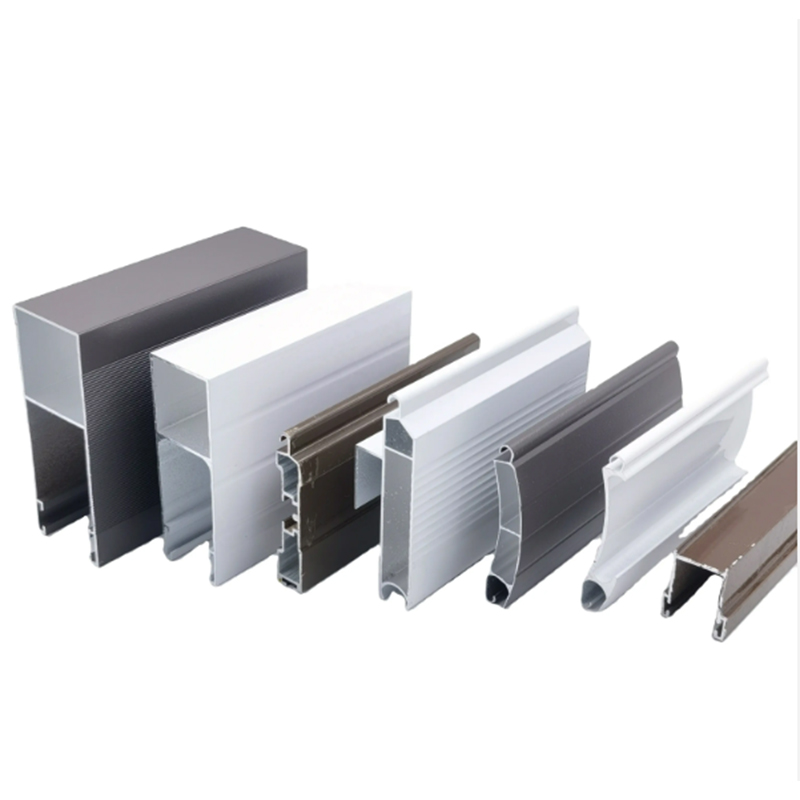
挤压:将加热后的坯料放入挤压机的料筒中,通过液压或机械压力将坯料推过模具,形成所需的型材截面。挤压过程中,模具的形状决定了型材的最终形状。
冷却:挤压后的型材需要迅速冷却,以固定其形状和尺寸。冷却方式可以是自然冷却、风冷或水冷。
矫直:冷却后的型材可能存在弯曲或扭曲,需要通过矫直机进行矫直,以确保其直线度和尺寸精度。
切割:根据客户需求,将型材切割成所需长度。
表面处理:根据应用需求,对型材进行表面处理,如阳极氧化、电泳涂装、粉末喷涂等,以提高其耐腐蚀性和美观性。
检验与包装:对成品进行尺寸、外观、性能等方面的检验,合格后进行包装,准备发货。









 首页
首页
 产品
产品
 电话
电话
 短信
短信